

線束端子壓接標(biāo)準(zhǔn)與解決辦法
- 作者: 深華
- 來源: 纜仕特電子
- 日期 : 2023-08-24
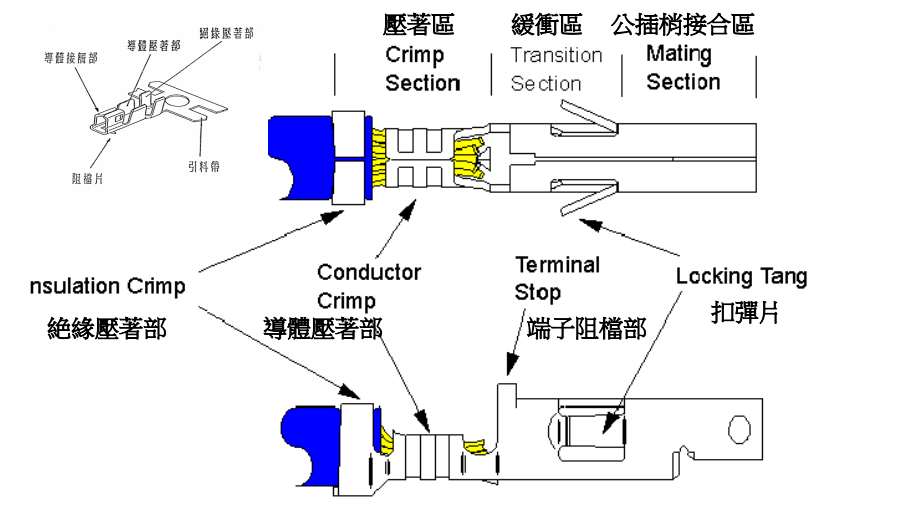
一、端子壓接尺寸及外觀(按照圖紙要求)
1.線材部分:檢驗剝皮長度、線材長度、芯線損傷情況。
2.檢驗端子余料長度
3.檢驗導(dǎo)體壓接區(qū)
①壓接高度和寬度以及壓接的形狀與樣品要求無明顯差別;
②抗拉強(qiáng)度詳見具體工裝操作規(guī)程;
③導(dǎo)體壓接部位必須完全閉合,并且要包含所有芯線,不得有芯線外漏;
④前、后喇叭口必須可見;
⑤導(dǎo)體末端必須平齊。
4.檢驗絕緣皮壓接區(qū)
①壓接的尺寸和形狀以鉚緊線皮且未刺穿作為參考標(biāo)準(zhǔn);
②搖擺測試:手握住距離連接頭約70mm處上下折彎90°,無松脫則已壓緊,再檢查線皮無刺破則可;
③線皮無損傷(壓接區(qū)除外)。
5.彈片及端子配合區(qū)無損傷和變形。
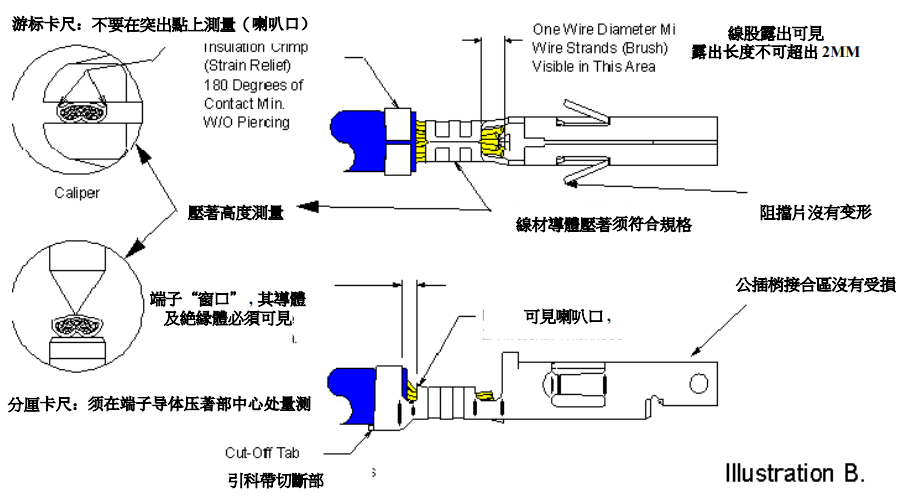
良好的端子壓著圖示:
二、如果您在壓接端子的過程中,發(fā)現(xiàn)與上圖不一致,大概率是壓接工藝中出現(xiàn)了問題,下面我們將總結(jié)14個最可能發(fā)生的端子壓接問題,以及以后如何避免發(fā)生這些問題。
1.端子壓接高度過小
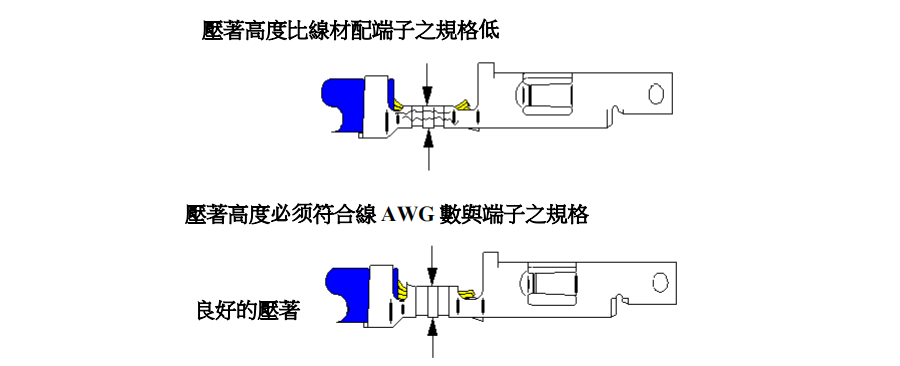
壓接高度是指端子在壓接后的橫截面高度,是壓接良好最重要的特征。一般來說,正確壓接高度范圍或公差可能很小,檢驗壓接機(jī)或工具是否設(shè)置正確對于獲得良好壓接是非常重要的。 過小或過大的壓接高度都將無法達(dá)到規(guī)定的壓接強(qiáng)度(對芯線端子的保持力),會減小線束拉拔力和額定電流。過小的壓接高度可能會壓斷線芯。
解決辦法:端子壓接過低,首先檢查使用線材是否太粗,不適配端子型號,再來對應(yīng)調(diào)節(jié)端子機(jī)的壓接高度。使用游標(biāo)卡尺或千分尺檢驗壓接高度在規(guī)定范圍內(nèi),并重新進(jìn)行驗證。
2.端子壓接高度過大
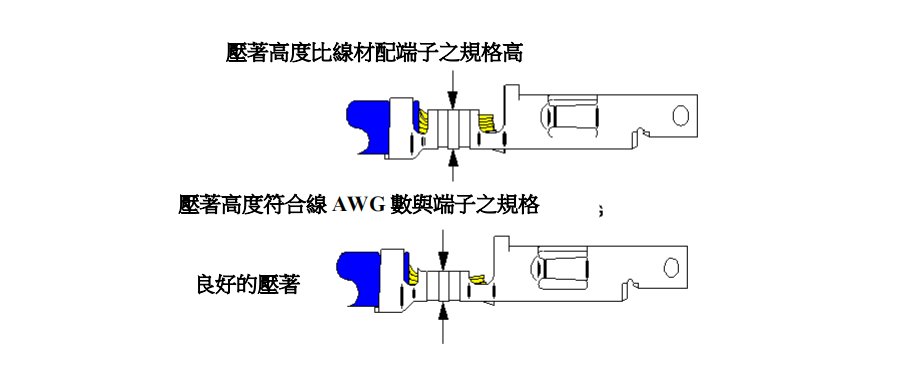
過大的壓接高度無法合適的壓住線芯,壓接區(qū)會產(chǎn)生過大的空隙,因為線芯和端子之間沒有足夠的金屬間接觸。
解決辦法:端子壓接過低,首先檢查使用線材是否太細(xì),不適配端子型號,再來對應(yīng)調(diào)節(jié)端子機(jī)的壓接高度。使用游標(biāo)卡尺或千分尺檢驗壓接高度在規(guī)定范圍內(nèi),并重新進(jìn)行驗證。
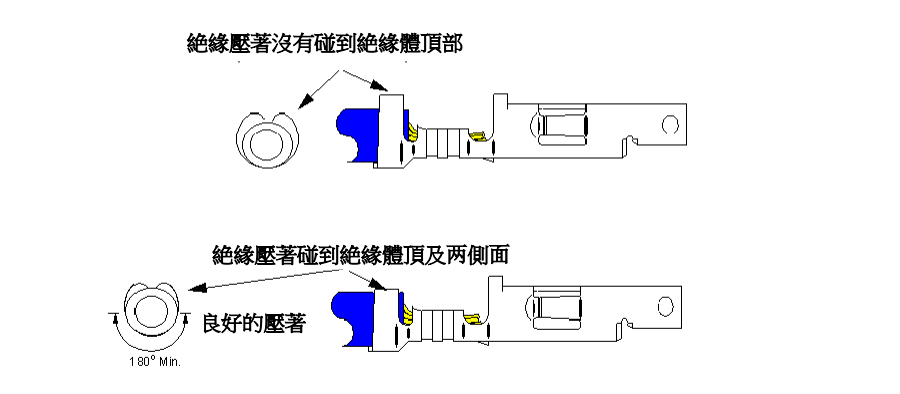
3.絕緣壓接區(qū)過低
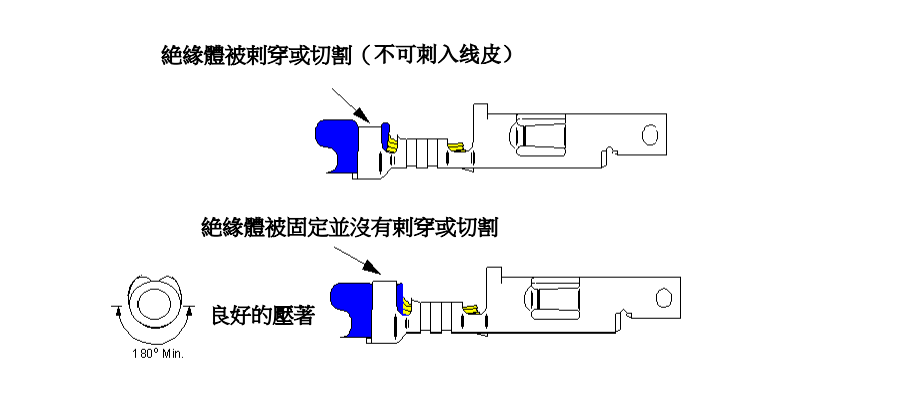
絕緣壓接為導(dǎo)體壓接區(qū)提供應(yīng)力釋放,這樣在芯線彎曲時不容易使線芯折斷。過小的絕緣壓接區(qū)會使絕緣壓接區(qū)中的金屬應(yīng)力過大,削弱其應(yīng)力釋放功能。
解決辦法:正確的調(diào)節(jié)壓接模具使得端子夾緊并且不會刺穿絕緣層。
4.絕緣壓接區(qū)過高
由于絕緣類型和厚度的多樣性,一般不會提供絕緣層的壓接高度。
解決辦法:正確的調(diào)節(jié)壓接模具使得端子夾緊并且不會刺穿絕緣層。
5.芯線外漏
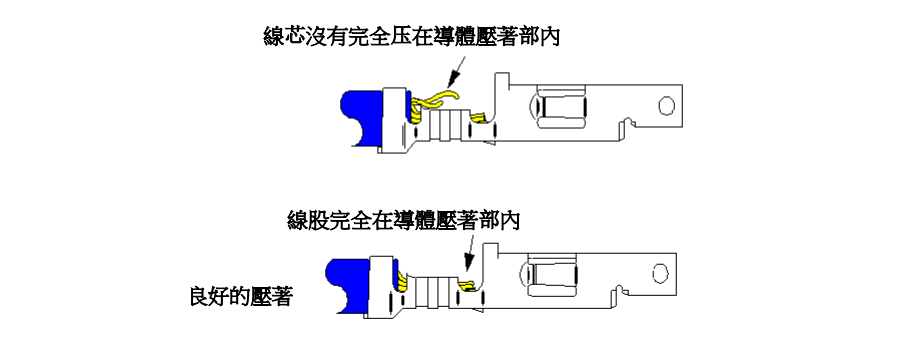
芯線外漏是導(dǎo)致壓接問題的另一個常見原因。如果所有芯線沒有完全封閉于導(dǎo)體壓接區(qū),壓接件的強(qiáng)度和電流負(fù)載能力都會大幅度降低。
解決辦法:一般來說,芯線外漏的問題是很容易解決的,只需重新收攏成束,然后插入進(jìn)行壓接的端子中。我們再壓接端子之前需要留意一下有無芯線松散或外漏再進(jìn)行操作。
6.剝皮長度過短
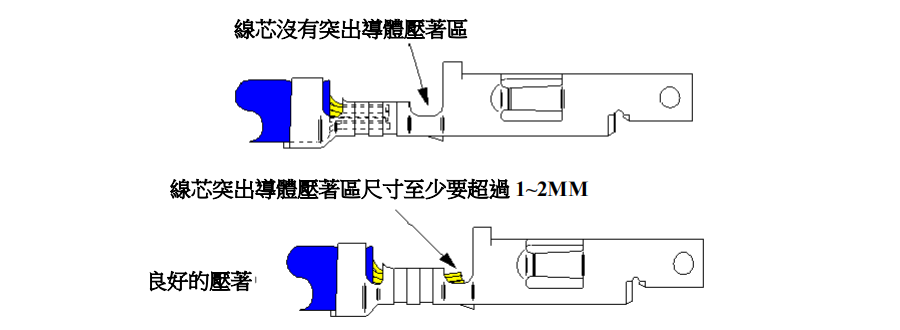
如果剝皮尺寸過短,或者芯線沒有完全插入導(dǎo)體壓接區(qū),端接可能達(dá)不到規(guī)定的拉力,因為芯線與端子之間的金屬間接觸成少了。
解決辦法:加長剝線機(jī)的剝線參數(shù)以達(dá)到符合要求的數(shù)值。
7.線材壓著注皮
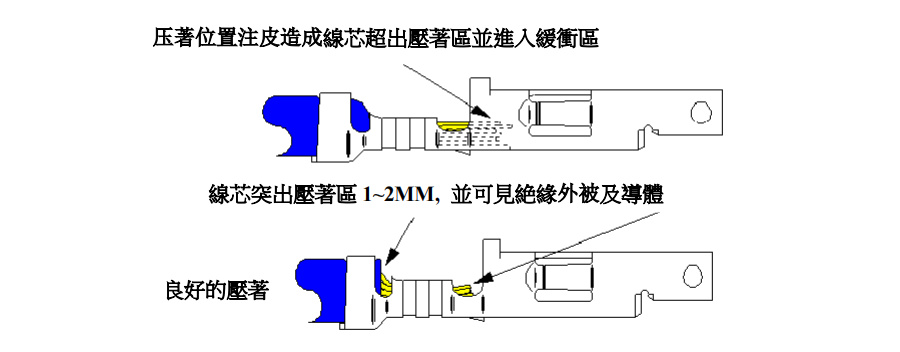
芯線插入過深是與剝線長度相關(guān)的另一個壓接問題,絕緣層向前過深地插入絕緣壓接區(qū),導(dǎo)體伸出超過壓接區(qū)。 在實際應(yīng)用中,這可能引起三種失效模式。其中兩種是由于導(dǎo)體壓接區(qū)中金屬間接觸減少,使得芯線拉拔力降低,同時也達(dá)不到額定電流。第三種失效模式在連接器接合時可能出現(xiàn)。如果芯線伸出至過渡區(qū)過深,插針端子的尖端碰撞上線鈸,可能會阻止連接器完全就位,或者可能導(dǎo)致插針或插孔端子彎曲。
解決辦法:調(diào)節(jié)芯線擋板的位置使之能正確地定位剝皮的尺寸。
8.“香蕉型端子“(端子過度彎曲)
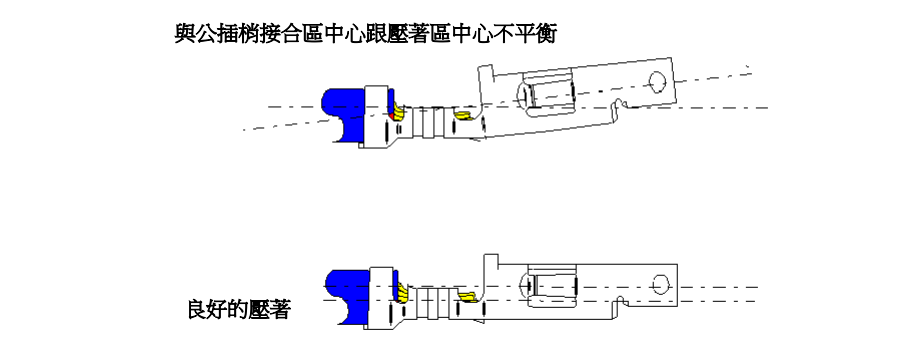
因為壓接端子呈香蕉形狀得名。這使得端子很難插入外殼中。
解決辦法:調(diào)節(jié)壓接機(jī)上的限制銷的位置即可。位于壓接機(jī)中,在壓接區(qū)壓接在芯線上時接融端子的結(jié)合區(qū)。
9.壓接芯線部位過長
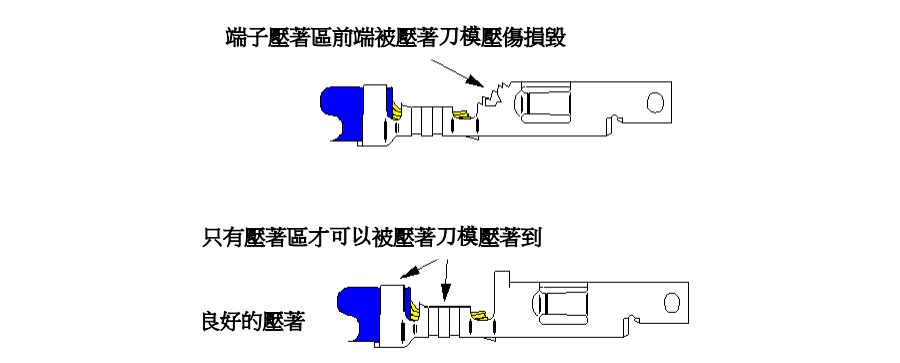
比較明顯的一個壓接問題是過渡區(qū)的局部被損壞。在上圖的端子中,豎直的突起部分是稱為端子止口的設(shè)計特征。其功能是防止端子過深地插入外殼。
解決辦法:引起這一問題的原因是端子和金屬條相對于壓接機(jī)的位置不正確。只需重新對準(zhǔn),問題即可解決。
10.喇叭口太小
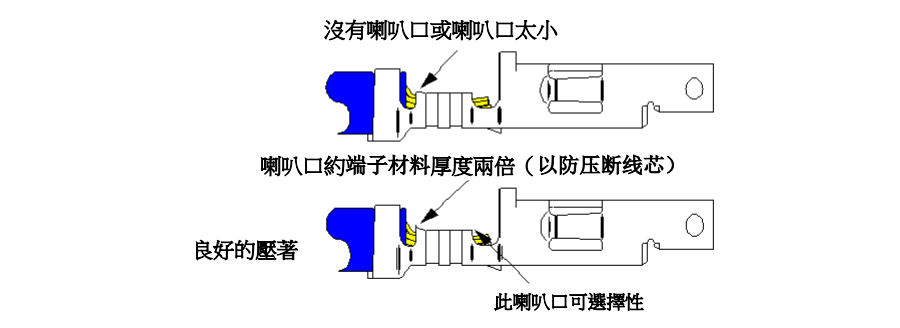
喇叭口圖的正確尺寸是接近端子材料厚度的2倍。如果壓接的端子缺少喇叭口,或者小于端子材料厚度,會有到斷線芯的危險。保留的線芯威少會降低端接強(qiáng)度。
解決辦法:要解決該問題,需要確認(rèn)壓接模具是否上下對準(zhǔn)。
11.喇叭口太大
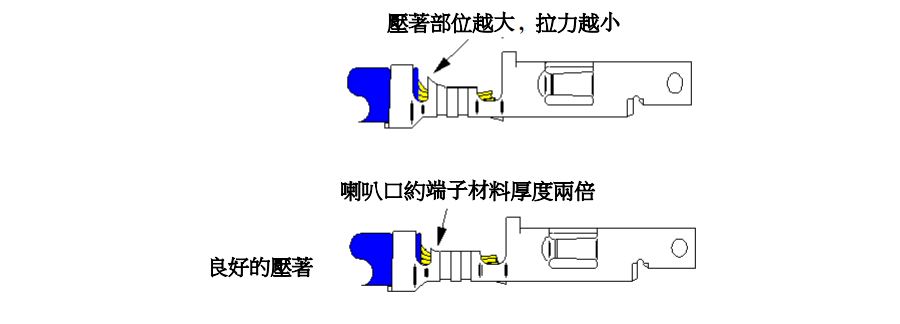
喇叭口太大會減小端子壓接區(qū)與芯線接觸的總面積。芯線與端子的接觸面越小,芯線拉拔力越小。
解決辦法:如果壓接高度正確,那么可能是由于工具磨損引起的問題,應(yīng)當(dāng)予以更換。
12.余料太長
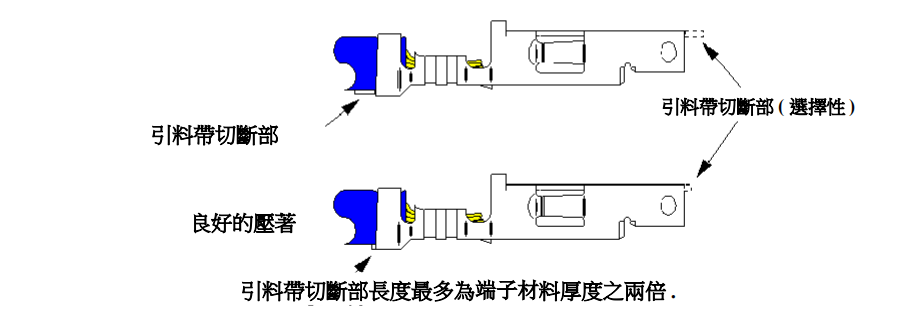
端子料帶部分的余料過長,在使用搬運(yùn)過程中會刮傷線皮,甚至切斷銅絲,直接影響產(chǎn)品性能,因此也是需要特別注意的地方。
解決辦法:調(diào)整端子導(dǎo)料板位置,注意切刀位置。
13.彈片彎曲變形
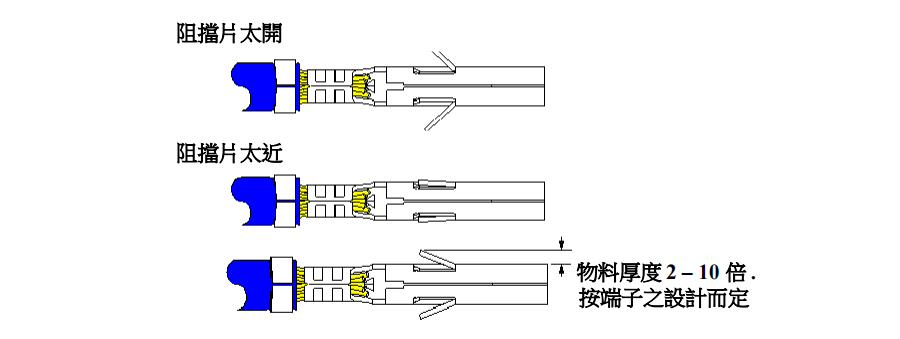
端子壓接最容易忽視的問題就是彈片彎曲變形,彈片開口太大影響使用壽命,且極其容易導(dǎo)致斷裂;彈片開口太小將影響Housing的穩(wěn)定性,容易發(fā)生退PIN的情況。
解決辦法:注意檢查端子運(yùn)輸過程中是否受力不均導(dǎo)致的變形,插housing過程是否有誤導(dǎo)致彈片損壞。
14.端子與線材之保持力
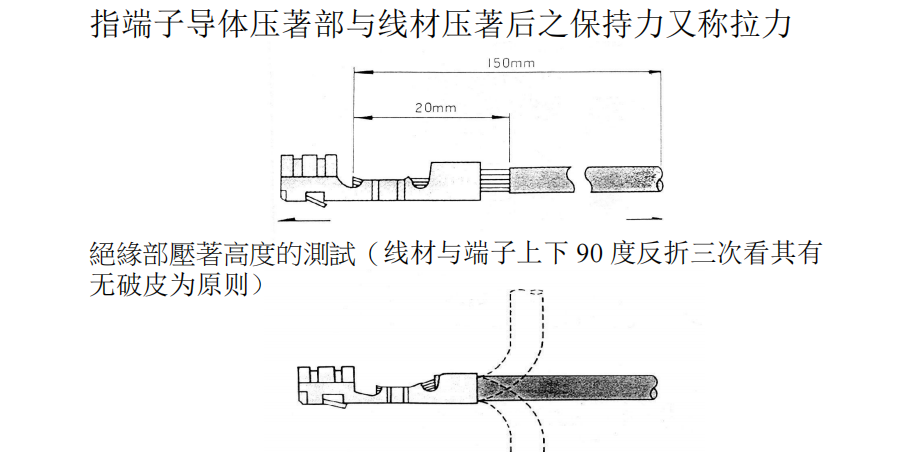
端子導(dǎo)體壓著部與線材壓著后之保持力。

1.線材部分:檢驗剝皮長度、線材長度、芯線損傷情況。
2.檢驗端子余料長度
3.檢驗導(dǎo)體壓接區(qū)
①壓接高度和寬度以及壓接的形狀與樣品要求無明顯差別;
②抗拉強(qiáng)度詳見具體工裝操作規(guī)程;
③導(dǎo)體壓接部位必須完全閉合,并且要包含所有芯線,不得有芯線外漏;
④前、后喇叭口必須可見;
⑤導(dǎo)體末端必須平齊。
4.檢驗絕緣皮壓接區(qū)
①壓接的尺寸和形狀以鉚緊線皮且未刺穿作為參考標(biāo)準(zhǔn);
②搖擺測試:手握住距離連接頭約70mm處上下折彎90°,無松脫則已壓緊,再檢查線皮無刺破則可;
③線皮無損傷(壓接區(qū)除外)。
5.彈片及端子配合區(qū)無損傷和變形。
良好的端子壓著圖示:
二、如果您在壓接端子的過程中,發(fā)現(xiàn)與上圖不一致,大概率是壓接工藝中出現(xiàn)了問題,下面我們將總結(jié)14個最可能發(fā)生的端子壓接問題,以及以后如何避免發(fā)生這些問題。
1.端子壓接高度過小
壓接高度是指端子在壓接后的橫截面高度,是壓接良好最重要的特征。一般來說,正確壓接高度范圍或公差可能很小,檢驗壓接機(jī)或工具是否設(shè)置正確對于獲得良好壓接是非常重要的。 過小或過大的壓接高度都將無法達(dá)到規(guī)定的壓接強(qiáng)度(對芯線端子的保持力),會減小線束拉拔力和額定電流。過小的壓接高度可能會壓斷線芯。
解決辦法:端子壓接過低,首先檢查使用線材是否太粗,不適配端子型號,再來對應(yīng)調(diào)節(jié)端子機(jī)的壓接高度。使用游標(biāo)卡尺或千分尺檢驗壓接高度在規(guī)定范圍內(nèi),并重新進(jìn)行驗證。
2.端子壓接高度過大
過大的壓接高度無法合適的壓住線芯,壓接區(qū)會產(chǎn)生過大的空隙,因為線芯和端子之間沒有足夠的金屬間接觸。
解決辦法:端子壓接過低,首先檢查使用線材是否太細(xì),不適配端子型號,再來對應(yīng)調(diào)節(jié)端子機(jī)的壓接高度。使用游標(biāo)卡尺或千分尺檢驗壓接高度在規(guī)定范圍內(nèi),并重新進(jìn)行驗證。
3.絕緣壓接區(qū)過低
絕緣壓接為導(dǎo)體壓接區(qū)提供應(yīng)力釋放,這樣在芯線彎曲時不容易使線芯折斷。過小的絕緣壓接區(qū)會使絕緣壓接區(qū)中的金屬應(yīng)力過大,削弱其應(yīng)力釋放功能。
解決辦法:正確的調(diào)節(jié)壓接模具使得端子夾緊并且不會刺穿絕緣層。
4.絕緣壓接區(qū)過高
由于絕緣類型和厚度的多樣性,一般不會提供絕緣層的壓接高度。
解決辦法:正確的調(diào)節(jié)壓接模具使得端子夾緊并且不會刺穿絕緣層。
5.芯線外漏
芯線外漏是導(dǎo)致壓接問題的另一個常見原因。如果所有芯線沒有完全封閉于導(dǎo)體壓接區(qū),壓接件的強(qiáng)度和電流負(fù)載能力都會大幅度降低。
解決辦法:一般來說,芯線外漏的問題是很容易解決的,只需重新收攏成束,然后插入進(jìn)行壓接的端子中。我們再壓接端子之前需要留意一下有無芯線松散或外漏再進(jìn)行操作。
6.剝皮長度過短
如果剝皮尺寸過短,或者芯線沒有完全插入導(dǎo)體壓接區(qū),端接可能達(dá)不到規(guī)定的拉力,因為芯線與端子之間的金屬間接觸成少了。
解決辦法:加長剝線機(jī)的剝線參數(shù)以達(dá)到符合要求的數(shù)值。
7.線材壓著注皮
芯線插入過深是與剝線長度相關(guān)的另一個壓接問題,絕緣層向前過深地插入絕緣壓接區(qū),導(dǎo)體伸出超過壓接區(qū)。 在實際應(yīng)用中,這可能引起三種失效模式。其中兩種是由于導(dǎo)體壓接區(qū)中金屬間接觸減少,使得芯線拉拔力降低,同時也達(dá)不到額定電流。第三種失效模式在連接器接合時可能出現(xiàn)。如果芯線伸出至過渡區(qū)過深,插針端子的尖端碰撞上線鈸,可能會阻止連接器完全就位,或者可能導(dǎo)致插針或插孔端子彎曲。
解決辦法:調(diào)節(jié)芯線擋板的位置使之能正確地定位剝皮的尺寸。
8.“香蕉型端子“(端子過度彎曲)
因為壓接端子呈香蕉形狀得名。這使得端子很難插入外殼中。
解決辦法:調(diào)節(jié)壓接機(jī)上的限制銷的位置即可。位于壓接機(jī)中,在壓接區(qū)壓接在芯線上時接融端子的結(jié)合區(qū)。
9.壓接芯線部位過長
比較明顯的一個壓接問題是過渡區(qū)的局部被損壞。在上圖的端子中,豎直的突起部分是稱為端子止口的設(shè)計特征。其功能是防止端子過深地插入外殼。
解決辦法:引起這一問題的原因是端子和金屬條相對于壓接機(jī)的位置不正確。只需重新對準(zhǔn),問題即可解決。
10.喇叭口太小
喇叭口圖的正確尺寸是接近端子材料厚度的2倍。如果壓接的端子缺少喇叭口,或者小于端子材料厚度,會有到斷線芯的危險。保留的線芯威少會降低端接強(qiáng)度。
解決辦法:要解決該問題,需要確認(rèn)壓接模具是否上下對準(zhǔn)。
11.喇叭口太大
喇叭口太大會減小端子壓接區(qū)與芯線接觸的總面積。芯線與端子的接觸面越小,芯線拉拔力越小。
解決辦法:如果壓接高度正確,那么可能是由于工具磨損引起的問題,應(yīng)當(dāng)予以更換。
12.余料太長
端子料帶部分的余料過長,在使用搬運(yùn)過程中會刮傷線皮,甚至切斷銅絲,直接影響產(chǎn)品性能,因此也是需要特別注意的地方。
解決辦法:調(diào)整端子導(dǎo)料板位置,注意切刀位置。
13.彈片彎曲變形
端子壓接最容易忽視的問題就是彈片彎曲變形,彈片開口太大影響使用壽命,且極其容易導(dǎo)致斷裂;彈片開口太小將影響Housing的穩(wěn)定性,容易發(fā)生退PIN的情況。
解決辦法:注意檢查端子運(yùn)輸過程中是否受力不均導(dǎo)致的變形,插housing過程是否有誤導(dǎo)致彈片損壞。
14.端子與線材之保持力
端子導(dǎo)體壓著部與線材壓著后之保持力。







